1. Wprowadzenie do rur wiertniczych o dużej masie
Rury wiertnicze stanowią kluczowe elementy łączące sprzęt powierzchniowy z narzędziami wiertniczymi.Ciężkie rury wiertnicze (HWDP), jako specjalistyczne rury wiertnicze, stanowią element przejściowy między standardowymi rurami wiertniczymi a kołnierzami wiertniczymi. Dzięki zoptymalizowanej konstrukcji i zaawansowanym materiałom, rury HWDP odgrywają kluczową rolę w przenoszeniu obciążeń, tłumieniu drgań i stabilizacji trajektorii odwiertu w złożonych warunkach wiercenia.
Kluczowe cechy konstrukcyjne:
Przejście strukturalne:Łączy „elastyczne” rury wiertnicze i „sztywne” kołnierze wiertnicze, zmniejszając koncentrację naprężeń na połączeniach.
Zwiększona grubość ścianki: 2–3 razy grubsze od standardowych rur wiertniczych przy zachowaniu tej samej średnicy zewnętrznej (np. φ50 mm, φ89 mm) w celu zapewnienia kompatybilności operacyjnej.
Aplikacje wielofunkcyjne:Zastępuje kołnierze wiertnicze w wierceniu otworów o małej średnicy, zmniejsza moment obrotowy i ryzyko zakleszczenia się rury w odwiertach kierunkowych oraz umożliwia precyzyjną kontrolę ciężaru na wiertle (WOB).

2. Projekt konstrukcyjny: podwójne zapewnienie wytrzymałości i odporności na zużycie
2.1 Struktura korpusu rury
Zdenerwowany projekt:Wewnętrzne, zewnętrzne lub łączone spęczenie na końcach rur w celu zwiększenia odporności na ściskanie i odporności na zmęczenie.
Wewnętrzne rozdrażnienie:Utrzymuje średnicę zewnętrzną w przypadku wąskich otworów wiertniczych.
Zewnętrzne rozstrojenie:Zwiększa nośność osiową odwiertów pionowych.
Połączone rozczarowanie:Optymalny do ekstremalnych środowisk, takich jak studnie o bardzo dużej głębokości.
Wybór materiałów:Stopy o wysokiej wytrzymałości (np. 4145H MOD) o granicy plastyczności w zakresie od 55 000 do 110 000 KSI.
2.2 Technologia łączenia narzędzi
Przedłużone połączenia narzędziowe:Zwiększenie powierzchni styku w celu rozłożenia obciążeń rozciągających, ściskających i skręcających.
Metody połączenia:
Połączenia gwintowane:Gwinty API lub dwuramienne z uszczelniaczami zapobiegającymi przeciekom.
Konstrukcje spawane:Integralne połączenia kute do zastosowań o dużym naprężeniu.
2.3 Okładziny twarde odporne na zużycie
Tworzywo: Węglik wolframu (HRC ≥60)
Funkcje:Zmniejsza zużycie korpusu rury o 50% w studniach poziomych.
Zwiększa tarcie, co pozwala na stabilizację przewodu wiertniczego i kontrolę trajektorii.
3. Funkcje podstawowe: od łagodzenia naprężeń do stabilności otworu wiertniczego
3.1 Buforowanie naprężeń
Absorpcja drgań:Profile spęczone i materiały sprężyste zamieniają drgania kołnierza wiertniczego na rozproszenie energii sprężystej.
Tłumienie momentu obrotowego:Rozszerzone złącza narzędziowe rozprowadzają naprężenia skrętne, minimalizując uszkodzenia zmęczeniowe w standardowych rurach.
3.2 Optymalizacja WOB
Przewaga wagowa: Ciężar pośredni (np. 38 kg/m dla φ89 mm HWDP) pomiędzy rurami wiertniczymi a kołnierzami.
Sterowanie adaptacyjne:Dostosowuje WOB do formacji łupkowych (zapobiega zatykaniu się rur) i warstw twardych skał (zwiększa penetrację).
3.3 Trajektoria i integralność otworu wiertniczego
Stabilność kierunkowa:Utwardzanie ogranicza chybotanie się przewodu wiertniczego, dzięki czemu możliwe jest utrzymanie zaplanowanych tras otworu.
Anty-zapadnięcie:Zmniejsza lokalne skoki ciśnienia powstające podczas zginania, a cyrkulacja płuczki zapewnia czystość otworu.

4. Zastosowania praktyczne
4.1 Wiercenie studni o bardzo dużej głębokości
Studium przypadku:Studnia Tashen-1 (głębokość 8408 m, >200°C, ciśnienie 140 MPa).
Wydajność:Stopy odporne na wysokie temperatury i konstrukcje odporne na obciążenia ścierne i cykliczne.
4.2 Trudne warunki geologiczne
Środowiska gazów kwaśnych:W odwiercie Jiaoye-1HF (pole gazu łupkowego Fuling) zastosowano stopy i powłoki odporne na korozję w celu zwalczania H₂S.
Studnie kierunkowe/poziome:Spiralny typ HWDP zapewnia mniejsze tarcie i lepszą kontrolę kierunkową.
5. Postęp technologiczny
5.1 Innowacje produkcyjne
Obróbka cieplna:Hartowanie i odpuszczanie w celu zwiększenia udarności.
Zapewnienie jakości:100% badań ultradźwiękowych (UT) i badań magnetyczno-proszkowych (MPI).
5.2 Inteligentna produkcja
Integracja MES/ERP:Pełne śledzenie procesu od zamówienia do dostawy.
Opcje dostosowywania: Połączenia dwuramienne, rozszerzone twarde opasanie i wewnętrzne powłoki z tworzywa sztucznego.

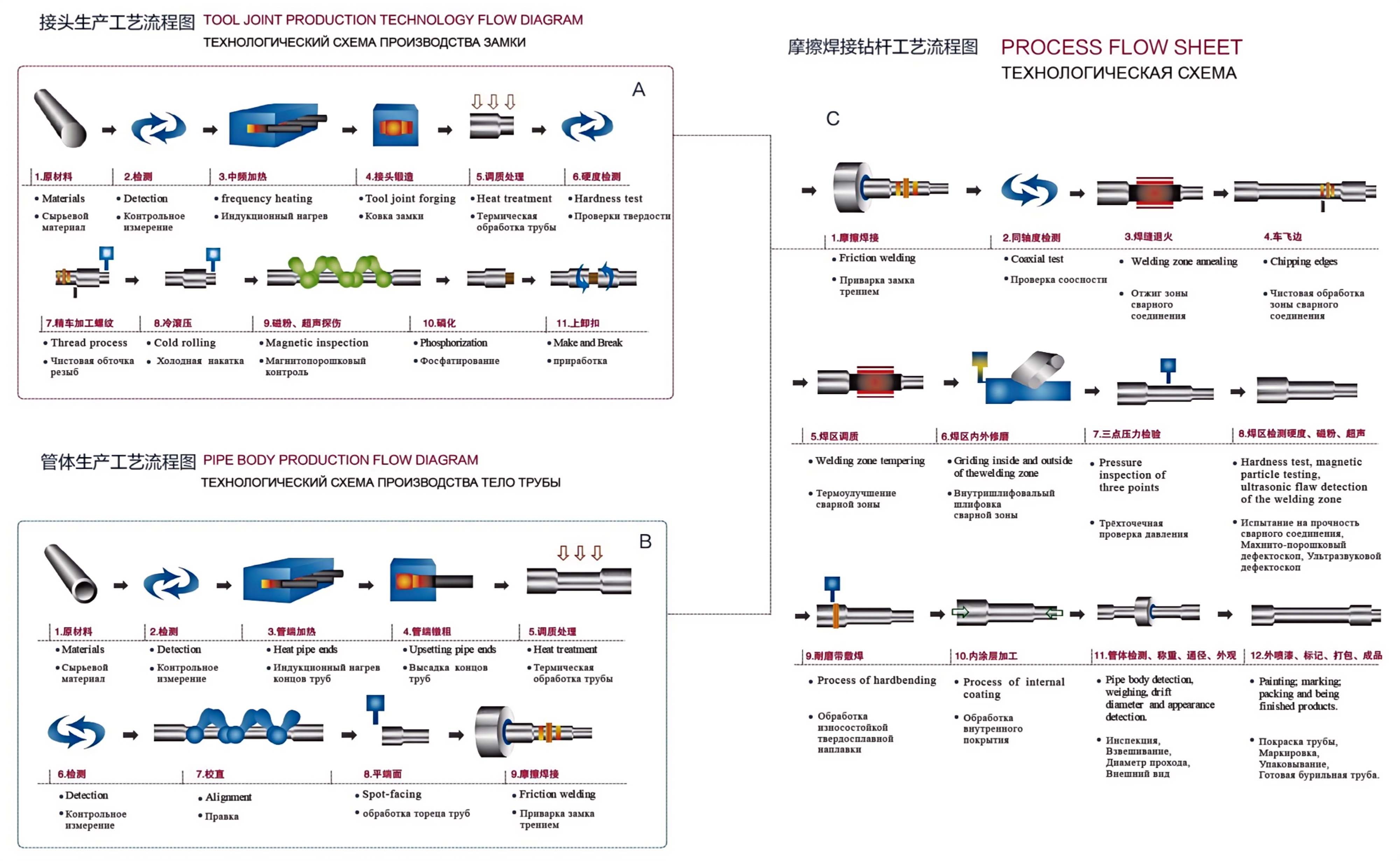
6. Proces produkcyjny
Wybór materiałów: Pręty ze stali stopowej 4145H MOD.
Obróbka rur: Wiercenie → kucie walcowe → obróbka cieplna.
Produkcja połączeń narzędziowych: Kucie → walcowanie gwintów na zimno → fosforanowanie.
Spawanie/Montaż:Zgrzewanie tarciowe lub obróbka integralna.
Kontrola jakości:Pomiar grubości UT, badanie twardości, walidacja ciśnieniowa.
Obróbka powierzchni: Zastosowanie taśm utwardzających i powłok antykorozyjnych.
Wniosek
Jako kamień węgielny nowoczesnej technologii wiertniczej, HWDP łączy innowacje konstrukcyjne z wiedzą materiałową, aby zwiększyć bezpieczeństwo i wydajność wiercenia. Od ultragłębokich odwiertów po złoża korozyjne, jego podwójna rola, jako „elastycznego elementu przejściowego” i „sztywnego podłoża”, stale poszerza granice poszukiwań ropy naftowej i gazu.
Wybierz Womic Steel Group jako niezawodnego partnera w zakresie rur wiertniczych i niezrównanej jakości dostaw. Zapraszamy do składania zapytań!
Strona internetowa: www.womicsteel.com
E-mail: sales@womicsteel.com
Tel./WhatsApp/WeChat: Victor: +86-15575100681 lub Jack: +86-18390957568
Czas publikacji: 11 kwietnia 2025 r.